What is a vision sensor, and why use one?
What This Resource Covers
This resource provides a practical, engineering-focused overview of industrial machine vision systems, with emphasis on how they are applied in real industrial environments. It is intended to help readers understand where this approach is effective, where it introduces risk, and how it fits into broader automation systems.
Context: Why This Topic Matters
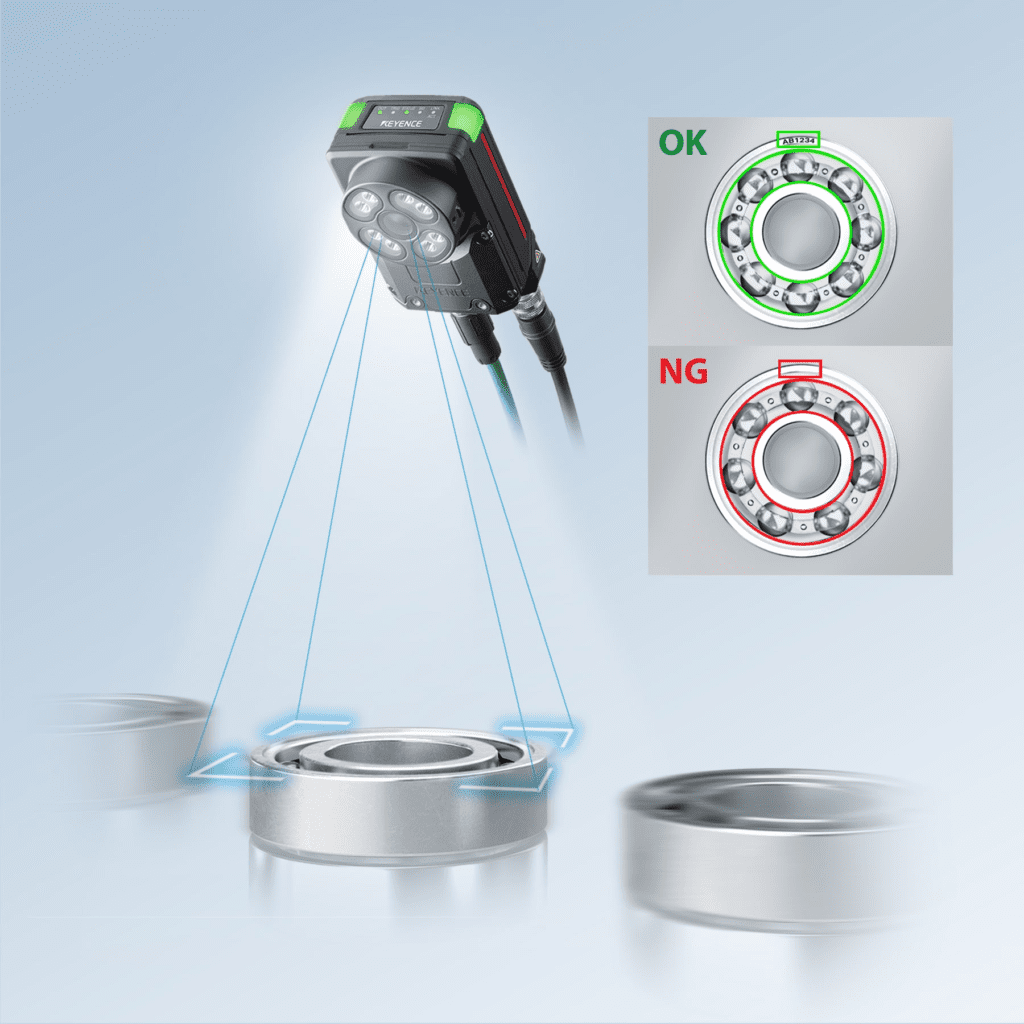
Machine vision is increasingly integrated into automated cells to address variability that mechanical systems alone cannot resolve. Manufacturers rely on vision to verify part presence, orientation, and quality in processes where manual inspection is inconsistent or impractical. This is especially relevant in environments with high product mix, limited skilled labor availability, or strict quality requirements tied to safety or compliance.
From a systems perspective, vision often becomes a dependency for downstream automation such as robot guidance, rejection logic, or traceability. Unlike traditional sensors, vision performance depends on controlled physical conditions and stable processes. Treating vision as a drop-in component can introduce risk if its system-level impact on timing, reliability, and maintenance is not considered during design.
Our Interpretation: What This Changes in Practice
From a practical implementation standpoint, this typically changes:
Inspection logic must be explicitly defined and engineered
Vision forces subjective decisions to be translated into measurable criteria. Acceptable variation, defect definitions, and confidence thresholds must be specified upfront, often revealing gaps or ambiguity in existing product specifications.
Mechanical consistency becomes a design requirement rather than a refinement
Reliable vision depends on repeatable part presentation and controlled lighting. This shifts emphasis toward fixturing quality, datum control, and part handling earlier in the design process, rather than relying on software compensation.
Controls architecture must accommodate non-binary results
Vision outputs typically include measurements or confidence values rather than simple on/off states. Control logic must account for processing time, validation rules, and how downstream equipment responds to uncertain results.
[OPEN QUESTION: What level of part-to-part variation is assumed acceptable before vision reliability degrades in this application?]
Implementation Reality Check
In deployed systems, environmental stability is a frequent limiting factor. Changes in lighting, vibration, temperature, or contamination can degrade image quality over time. These issues often emerge after commissioning as lenses foul or lighting output changes, rather than during initial testing.
Integration and maintenance effort are also commonly underestimated. Vision systems require coordinated triggering, result handshaking, and ongoing calibration. If maintenance ownership is unclear or training is insufficient, systems may continue running while producing unreliable results. These risks vary significantly by application and should be evaluated case by case.
How axis Recommends Using This Information
Axis recommends using this information as an early-stage reference when evaluating automation approaches. It should be combined with site-specific constraints, safety requirements, and integration considerations before making design or purchasing decisions.
Related axis Resources
-
-
Robot Safety 101
testestestestestestsetsetsteets

-
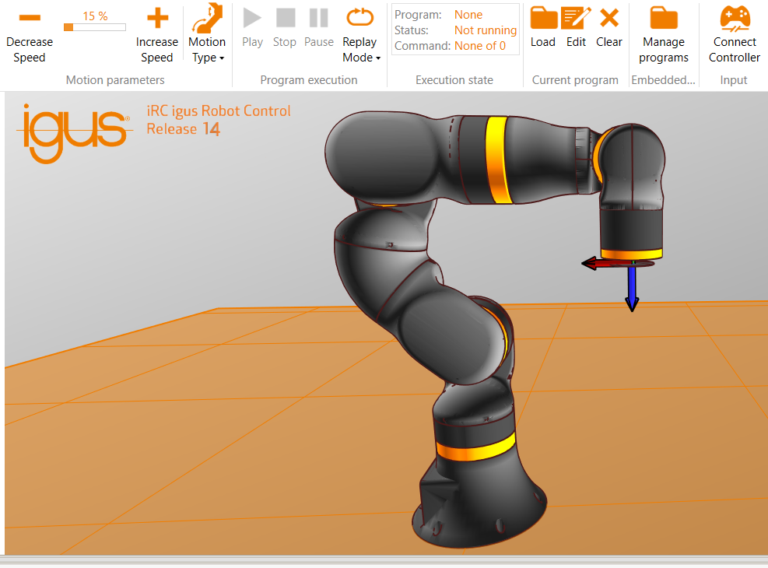
Using a free simulation robot.
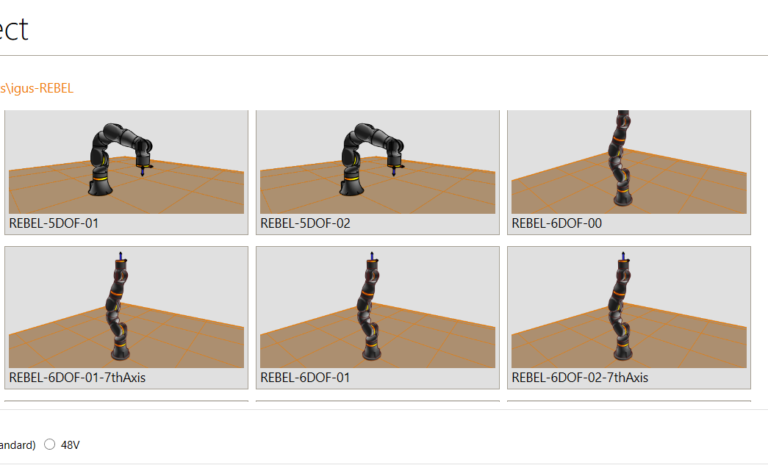
Picking your igus robot You will have a selection of our various ReBel robot arm models. gantry robots, delta robots,…
-
Referencing an igus ReBel robot
Reset and Enable Press “Enable” then the “Reset” button. Ensure your EMERGENCY Stop is in the release position or you…
-
Rebel Robot Starter Guide
What should be in your ReBel box. Go over with photos whats in the box, we can link a YouTube…
Sources & Further Reading
This resource was informed by publicly available industry material, including:
- Machine Vision System Basics – KEYENCE
https://www.keyence.com/ss/products/sensor/sensorbasics/vision/info/ - Vision System Features and Capabilities – KEYENCE
https://www.keyence.com/ss/products/sensor/sensorbasics/vision/feature/ - Vision System Application Examples – KEYENCE
https://www.keyence.com/ss/products/sensor/sensorbasics/vision/case/
Full credit for original research and analysis belongs to the source authors.